Pengolahan Permukaan peredam kecepatan stainless steel : brushed vs. dipoles
Di sektor manufaktur industri, reduktor kecepatan tidak hanya merupakan komponen inti untuk transmisi daya, tetapi penampilan dan kualitas permukaannya juga semakin menjadi tolok ukur penting dalam menilai tingkat produk, ketahanan terhadap korosi, serta nilai merek. Bagi reduktor kecepatan berbahan stainless steel yang banyak digunakan pada mesin pengolahan makanan, peralatan medis, ruang bersih (cleanroom), peralatan luar ruangan, serta jalur produksi otomatis kelas atas, pemilihan proses perlakuan permukaan menjadi sangat krusial. Di antara berbagai proses tersebut, wire drawing (penarikan kawat) dan grinding (penggilingan)/polishing (pemolesan) merupakan dua rute teknis paling umum, yang memberikan tekstur, kinerja, serta manfaat ekonomi yang sangat berbeda pada produk. Artikel ini akan membahas secara mendalam karakteristik, kelebihan, kekurangan, serta skenario penerapan kedua proses tersebut.
I. Finishing Brushed: Perpaduan antara Seni Bertekstur dan Fungsi Praktis
Brushing adalah teknik proses yang menciptakan tekstur linear pada permukaan logam melalui gesekan mekanis. Prinsip utamanya bukanlah menghilangkan sejumlah besar material, melainkan menciptakan pola seragam berbentuk benang melalui goresan terarah dan teratur.
1. Proses Teknologi:
Biasanya, spons penggosok, roda nilon, atau pita/roda gosok khusus digunakan untuk menerapkan gesekan linear atau berputar sepanjang arah tetap pada permukaan peralatan. Bergantung pada kehalusan teksturnya, teknik ini dapat dikategorikan menjadi benang lurus (hairline), benang acak (pola kepingan salju), benang berputar, dan benang spiral. Untuk rumah transmisi (gearbox housings), umumnya digunakan benang lurus atau benang berputar guna menyampaikan kesan kerapian dan keteraturan.
2. Fitur Inti dan Keunggulan:
Tekstur unik yang menampilkan estetika industri: Permukaan matte hasil proses brushing menghasilkan kilau metalik halus, memberikan kesan mewah. Tekstur ini mampu secara efektif menyamarkan goresan atau penyok kecil pada bahan baku logam, sehingga menciptakan tampilan visual yang seragam dan lembut.
Ketahanan gores yang sangat baik: Tekstur seragam yang sudah ada di permukaan mampu menutupi goresan kecil yang mungkin terjadi selama penggunaan di masa depan, sehingga peralatan tetap mempertahankan tampilan yang baik bahkan setelah operasi atau perawatan berkala, menjadikannya lebih mudah dirawat.
Ketahanan terhadap sidik jari dan noda yang baik: Dibandingkan permukaan mengilap tinggi, permukaan brushed matte cenderung tidak meninggalkan sidik jari, noda air, maupun kotoran yang jelas, sehingga lebih mudah dibersihkan dan dirawat dalam kehidupan sehari-hari.
Biaya yang relatif terkendali: Automatisasi proses pencapaian tekstur brushed standar memiliki tingkat tinggi, dan untuk produksi massal, biaya keseluruhannya umumnya lebih rendah dibandingkan proses polishing standar tinggi yang memerlukan hasil akhir seperti cermin.
3. Keterbatasan:
Ketahanan terhadap korosi relatif dasar: Proses penarikan kawat itu sendiri tidak mengubah keadaan fisik dan kimia permukaan bahan. Meskipun baja tahan karat secara alami tahan karat, jika tekstur hasil penarikan kawat dalam, media korosif berpotensi terperangkap dalam lingkungan korosif yang sangat ekstrem. Umumnya, diperlukan perlakuan pasivasi setelah proses penarikan kawat untuk membentuk lapisan pelindung oksida kromium yang diperkuat di permukaan.
Kilap terbatas: Teknik ini bertujuan mencapai efek matte atau kilap lembut, namun tidak mampu menghasilkan kilau berkilau dan tingkat kecerahan tinggi seperti cermin.
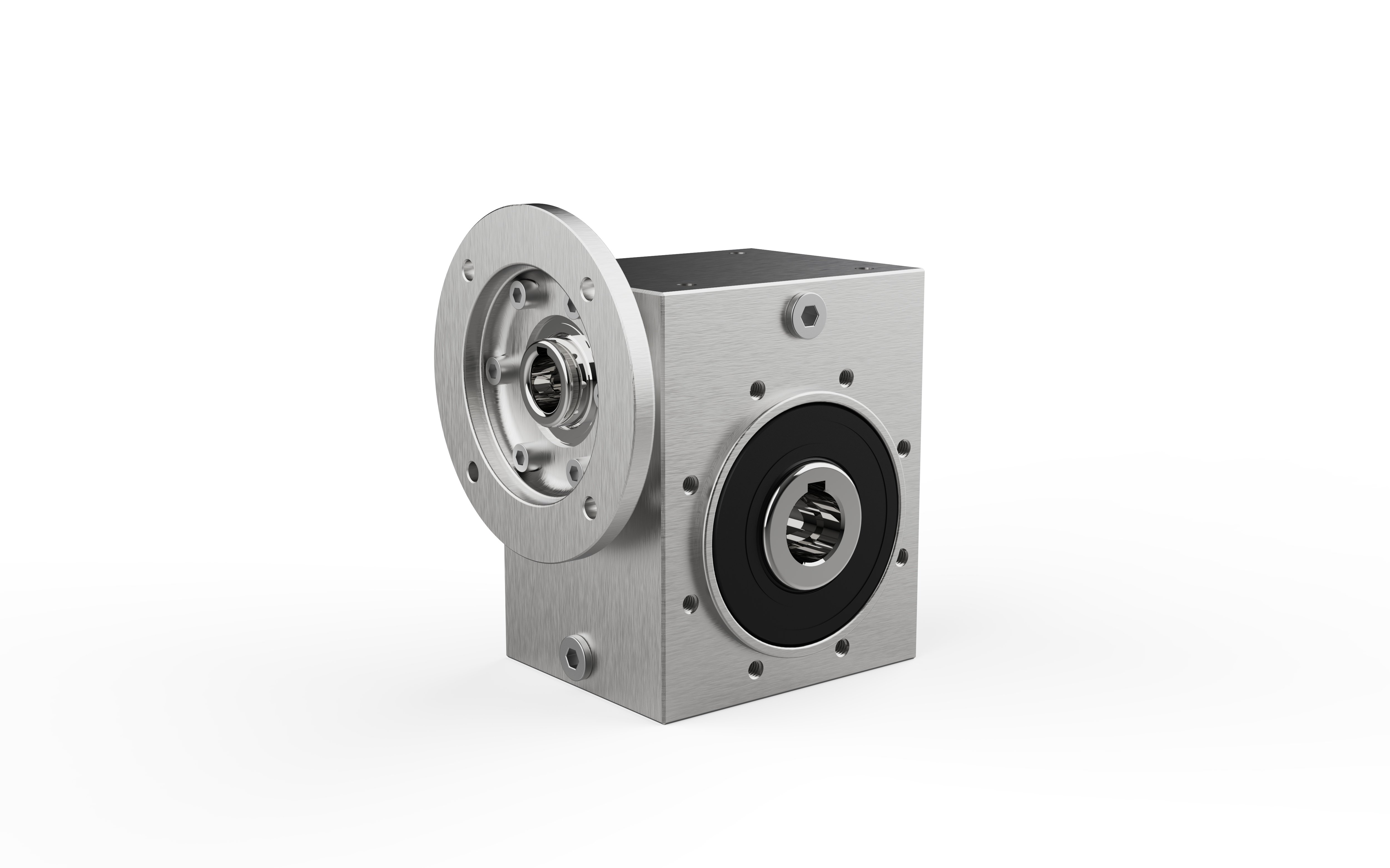
II. Proses Penggilingan (Pemolesan): Upaya Mencapai Kelancaran dan Fungsionalitas Tingkat Tinggi
Pengamplasan adalah konsep yang lebih luas, umumnya mengacu pada proses penghilangan secara bertahap tonjolan-tonjolan kecil dari permukaan suatu bahan melalui cara fisik atau kimia, sehingga permukaannya menjadi halus dan mengilap. Proses ini dapat dibagi menjadi pengilapan mekanis (pengamplasan), pengilapan kimia, dan pengilapan elektrolitik, serta lain-lain. Untuk peredam kecepatan baja tahan karat, pengilapan mekanis merupakan metode yang paling umum.
1. Proses Teknologi:
Ini adalah proses penyempurnaan bertahap. Proses dimulai dengan roda amplas atau sabuk amplas kasar untuk menghilangkan bekas pemesinan, titik las, dan cacat lainnya. Selanjutnya, digunakan kertas amplas, batu asah, atau pasta poles dengan ukuran butir (grit) yang semakin halus dalam beberapa tahap pengamplasan halus. Terakhir, roda kain, roda wol, atau lilin poles dapat digunakan untuk mencapai hasil akhir seperti cermin. Proses ini rumit dan memerlukan operator yang sangat terampil.
2. Fitur Inti dan Keunggulan:
Kerataan dan kebersihan permukaan yang sangat tinggi: Pemolesan cermin menghasilkan kilau seperti cermin, sehingga meningkatkan daya tarik visual dan kesan teknologis produk secara signifikan. Permukaan yang sangat halus membuat kotoran, bakteri, dan residu sulit menempel—faktor krusial bagi industri dengan persyaratan higienitas yang sangat ketat, seperti makanan, farmasi, dan rekayasa biologi. Saat dibersihkan, air atau bahan pembersih dapat mengalir cepat dan tidak meninggalkan sudut-sudut mati.
Pada dasarnya meningkatkan ketahanan terhadap korosi: Secara khusus, elektropolishing adalah proses yang secara selektif melarutkan tonjolan mikroskopis pada permukaan melalui cara elektrokimia. Proses ini mampu menghilangkan lapisan logam dari permukaan secara seragam, menghilangkan lapisan tegangan akibat pemesinan serta kotoran terbenam (seperti partikel besi), sehingga kadar kromium pada permukaan menjadi relatif lebih tinggi dan lapisan pasif menjadi lebih tebal, lebih seragam, serta lebih kuat. Ketahanan korosinya termasuk yang terbaik di antara semua metode perlakuan mekanis.
Penurunan hambatan gesekan: Permukaan yang sangat halus membantu mengurangi adsorpsi debu dan partikel dalam lingkungan bersih.
3. Keterbatasan:
Biaya tinggi: Terutama untuk rumah transmisi dengan bentuk kompleks, mencapai hasil akhir cermin yang seragam memerlukan waktu sangat lama, sehingga meningkatkan drastis biaya tenaga kerja dan bahan. Elektropolishing memerlukan peralatan khusus serta bak kimia.
Toleransi nol terhadap goresan: Permukaan cermin mengilap tinggi berfungsi seperti "penguat goresan" yang sangat sensitif. Setiap goresan atau benjolan kecil akan sangat mudah terlihat, sehingga peralatan ini harus ditangani dengan ekstra hati-hati selama pengangkutan, pemasangan, dan penggunaan, serta perawatan dan perbaikan lanjutannya menjadi sulit dan mahal.
Jejak jari mudah tertinggal: Permukaan mengilap rentan terhadap jejak jari dan noda minyak, yang memengaruhi penampilannya serta memerlukan pengelapan berkala.
III. Ringkasan Perbandingan dan Panduan Pemilihan Aplikasi
|
Dimensi Fitur |
proses tarik kawat |
Proses penggilingan (pemolesan) |
|
Penampilan |
Permukaan matte/lembut dengan tekstur sutra berarah, tampilan elegan namun bernuansa industri. |
Highlight, permukaan cermin, atau pencahayaan lembut menciptakan kesan bersih dan berteknologi tinggi. |
|
Ketahanan terhadap Korosi |
Baik (tergantung pada substrat + perlakuan pasivasi), tetapi teksturnya mungkin menyamarkan korosi. |
Sangat baik (terutama dengan elektropoles), dengan lapisan pasivasi permukaan berkualitas tertinggi serta ketahanan luar biasa terhadap korosi pit. |
|
Tahan gores |
Sangat baik; goresan kecil mudah menyatu dengan tekstur aslinya. |
Kualitas buruk; semua goresan sangat terlihat. |
|
Kebersihan dan kebersihan |
Kualitas baik, mudah dibersihkan, dan tahan sidik jari. |
Sangat baik (cermin/elektropolish), tanpa residu di permukaan, memenuhi standar kebersihan tertinggi. |
|
Biaya proses |
Memiliki biaya relatif rendah, mudah diotomatisasi, serta sangat efisien. |
Biayanya tinggi, terutama untuk proses elektropolish cermin pada benda kerja kompleks yang memakan waktu dan memerlukan tenaga kerja intensif. |
|
Pemeliharaan |
Mudah dirawat dan diperbaiki secara lokal. |
Pemeliharaan sulit dan perbaikan profesional mahal. |
|
Skenario aplikasi tipikal |
Lingkungan industri umum, peralatan luar ruangan, aksesori mesin perkakas, serta jalur produksi otomatis yang membutuhkan estetika namun tidak menuntut kebersihan ekstrem. |
Peralatan pengolahan makanan dan minuman, mesin farmasi, peralatan ruang operasi, instrumen laboratorium biologi, serta peralatan tampilan kelas atas. |
Kesimpulan dan Rekomendasi:
Memilih antara permukaan berpola (brushed) atau mengilap (polished) bukan sekadar keputusan estetika, melainkan keputusan teknis komprehensif yang didasarkan pada lingkungan penggunaan akhir produk, persyaratan fungsional, serta biaya siklus hidup total.
Memilih permukaan berpola (brushed) sangat ideal jika Anda mengutamakan efisiensi biaya, ketahanan, dan estetika industri klasik. Jenis permukaan ini cocok untuk sebagian besar lingkungan industri dan memberikan keseimbangan terbaik antara ketahanan aus, kemudahan perawatan, serta pengendalian biaya—menjadikannya pilihan utama untuk gearbox stainless steel serba guna.
Memilih proses pemolesan (khususnya pemolesan cermin atau elektropoles) merupakan pilihan yang tepat ketika Anda menghadapi: standar kebersihan tertinggi (seperti sertifikasi FDA dan GMP), lingkungan yang sangat korosif (misalnya lingkungan kimia atau maritim), atau persyaratan ekstrem terhadap tampilan peralatan Anda. Dalam situasi-situasi ini, kinerja menjadi prioritas utama dibandingkan biaya, sehingga memberikan penghalang korosi kelas atas serta jaminan kebersihan bagi produk.
Dalam produksi riil, penerapan kombinasi juga kerap ditemui. Sebagai contoh, permukaan utama reduktor yang terpapar dilakukan proses brushing untuk mencapai tekstur yang tahan lama, sedangkan flens antarmuka atau rongga internal yang bersentuhan langsung dengan bahan difinish dengan pemolesan berkilap tinggi guna menjamin kebersihan. Seorang produsen yang bijak harus sepenuhnya memahami 'bahasa' kedua proses ini, yaitu 'mengenakan pakaian luar' yang paling sesuai pada reduktor sesuai dengan misi masing-masing, sehingga mampu memenangkan pengakuan baik dari segi fungsional maupun estetika dalam persaingan pasar yang ketat.
 Berita Terpanas
Berita Terpanas2026-06-29
2026-06-24
2026-06-24
2026-06-23
2026-06-18
2026-05-22
Selamat datang di Wuma, produsen yang berkomitmen untuk mengembangkan dan memproduksi berbagai jenis peredam roda gigi dan gearmotor di bidang transmisi roda gigi.
No. 10, Kawasan Industri Xiangcun, Kota Dongyuan, Kabupaten Qingtian, Kota Lishui, Provinsi Zhejiang, Tiongkok
Hak Cipta © Zhejiang Wuma Drive Co., Ltd. Dilindungi Undang-Undang Kebijakan Privasi BLOG