Homepage > News&E Blog > Divulgazione Scientifica del Settore
Trattamento Superficiale di riduttori di velocità in acciaio inossidabile : spazzolata vs. lucido
Nel settore della produzione industriale, i riduttori di velocità non sono soltanto componenti fondamentali per la trasmissione di potenza, ma il loro aspetto e la qualità superficiale stanno diventando sempre più importanti come parametri di riferimento per valutare il livello qualitativo del prodotto, la resistenza alla corrosione e il valore del marchio. Per i riduttori di velocità in acciaio inossidabile, ampiamente utilizzati nelle macchine per l’industria alimentare, nelle apparecchiature mediche, nelle camere bianche, nelle attrezzature per esterni e nelle linee di produzione automatizzate di fascia alta, la scelta del processo di trattamento superficiale risulta particolarmente cruciale. Tra questi, la satinatura (lavorazione a spazzola) e la rettifica (lucidatura) rappresentano le due soluzioni tecniche più diffuse, conferendo ai prodotti texture, prestazioni ed efficienze economiche profondamente diverse. Questo articolo analizzerà in dettaglio caratteristiche, vantaggi, svantaggi e ambiti applicativi di questi due processi.
I. Finitura satinata: una combinazione tra arte testurale e funzionalità
La spazzolatura è una tecnica di lavorazione che crea texture lineari sulla superficie di un metallo mediante attrito meccanico. Il suo principio fondamentale non consiste nella rimozione di grandi quantità di materiale, bensì nella creazione di motivi uniformi, simili a fili, attraverso graffi direzionali e regolari.
1. Processo tecnologico:
Tipicamente si utilizzano dischi abrasivi, ruote in nylon o nastri/ruote specializzati per applicare un attrito lineare o a vortice lungo una direzione fissa sulla superficie del componente. A seconda della finezza della texture, questa può essere classificata come fili rettilinei (finitura hairline), fili casuali (motivo a fiocco di neve), fili a vortice e fili spiraliformi. Per le scatole cambio, si utilizzano spesso fili rettilinei o a vortice per trasmettere un senso di ordine e precisione.
2. Caratteristiche fondamentali e vantaggi:
Texture unica, che esprime un'estetica industriale: la finitura opaca ottenuta con la lucidatura a spazzola presenta un delicato riflesso metallico, conferendo un aspetto di alta gamma. Può efficacemente nascondere graffi o ammaccature minori sui materiali metallici grezzi, creando un aspetto visivamente uniforme e morbido.
Eccellente resistenza ai graffi: la texture uniforme già presente sulla superficie è in grado di mascherare i graffi minori che potrebbero verificarsi durante l’uso futuro, consentendo all’apparecchiatura di mantenere un aspetto curato anche dopo un utilizzo frequente o interventi di manutenzione, rendendola così più facilmente gestibile.
Buona resistenza alle impronte digitali e alle macchie: rispetto alle superfici lucide, quelle opache lavorate a spazzola sono meno soggette a lasciare impronte digitali, macchie d’acqua e sporco evidenti, risultando più semplici da pulire e da mantenere nella quotidianità.
Costo relativamente controllabile: l’automazione necessaria per ottenere una texture a spazzola standardizzata è elevata e, per la produzione su larga scala, il costo complessivo è generalmente inferiore a quello della lucidatura di altissimo livello richiesta per ottenere una finitura speculare.
3. Limitazioni:
La resistenza alla corrosione è relativamente basilare: il processo di trafilatura non modifica lo stato fisico e chimico della superficie del materiale. Sebbene l'acciaio inossidabile sia intrinsecamente resistente alla ruggine, se la texture ottenuta con la trafilatura è profonda, i mezzi corrosivi potrebbero rimanere intrappolati in ambienti estremamente aggressivi. Tipicamente, dopo la trafilatura è necessario eseguire un trattamento di passivazione per formare sulla superficie un film protettivo rinforzato di ossido di cromo.
Lucentezza limitata: mira a ottenere un effetto opaco o satinato, ma non consente di raggiungere la lucentezza scintillante e ad alto grado di riflessione propria di uno specchio.
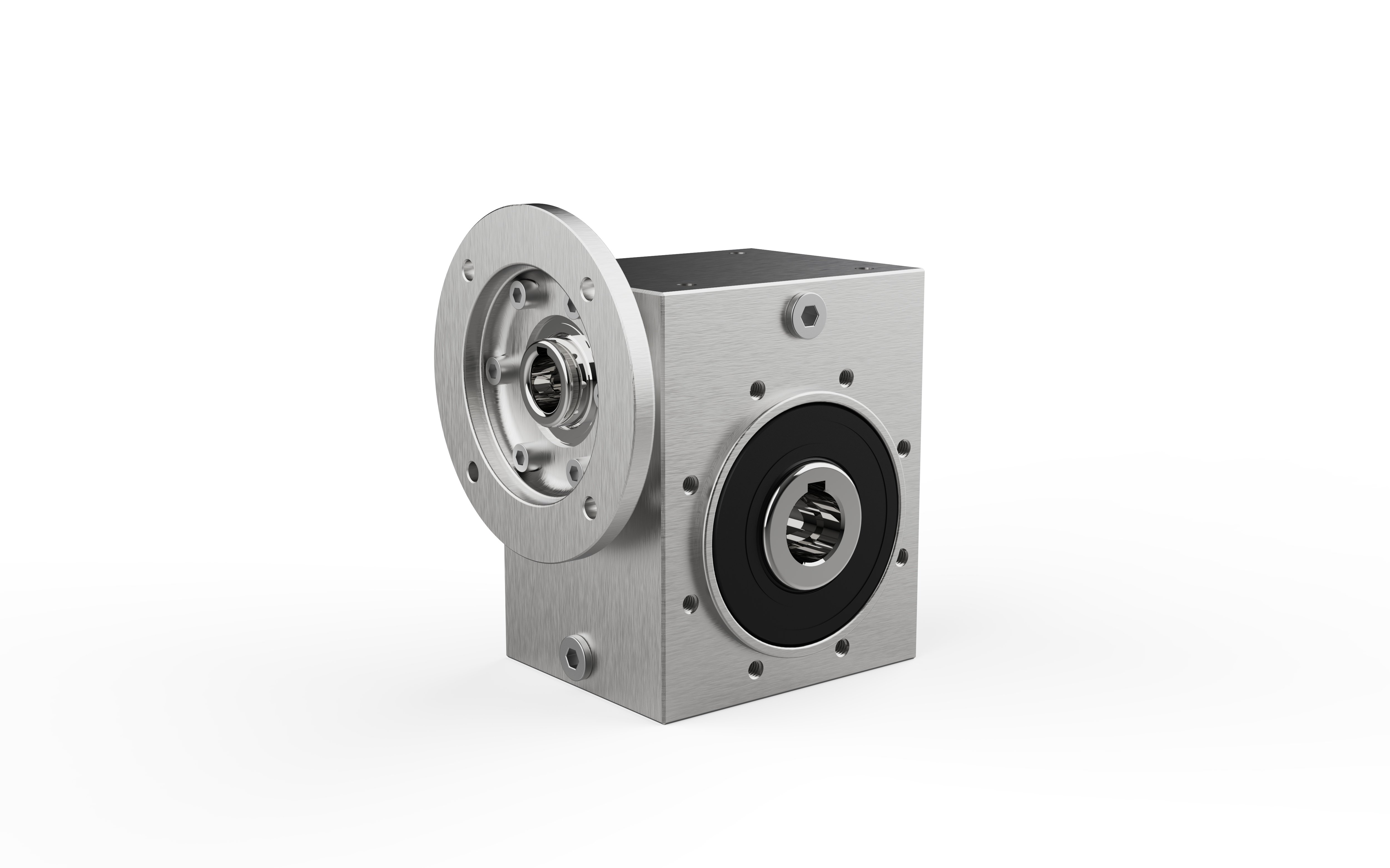
II. Processo di rettifica (lucidatura): La ricerca della massima levigatezza e funzionalità
La lucidatura è un concetto più ampio, che in genere indica il processo di rimozione graduale di piccole irregolarità dalla superficie di un materiale mediante metodi fisici o chimici, rendendola liscia e lucente. Può essere suddivisa in lucidatura meccanica (smerigliatura), lucidatura chimica e lucidatura elettrolitica, ecc. Per i riduttori di velocità in acciaio inossidabile, la lucidatura meccanica è la più comune.
1. Processo tecnologico:
Si tratta di un processo di affinamento progressivo. Esso inizia con mole o nastri abrasivi grossolani per eliminare i segni lasciati dalla lavorazione, le macchie di saldatura e altre imperfezioni. Successivamente, si utilizzano gradualmente carte abrasive, pietre abrasive o paste lucidanti con grane sempre più fini per diverse fasi di smerigliatura fine. Infine, possono essere impiegati dischi in tessuto, dischi in lana o cere lucidanti per ottenere una finitura speculare. Il processo è complesso e richiede operatori altamente qualificati.
2. Caratteristiche fondamentali e vantaggi:
Estrema levigatezza e pulizia della superficie: la lucidatura a specchio produce una lucentezza simile a quella di uno specchio, migliorando notevolmente l’appeal visivo del prodotto e la sua percezione di tecnologia avanzata. La superficie estremamente liscia rende difficile l’adesione di sporco, batteri e residui, requisito fondamentale per settori con esigenze igieniche estremamente rigorose, quali l’industria alimentare, farmaceutica e bioingegneristica. Durante le operazioni di pulizia, acqua o agenti detergenti defluiscono rapidamente, senza lasciare angoli ciechi.
Miglioramento essenziale della resistenza alla corrosione: in particolare, l'elettrolucidatura è un processo che dissolve selettivamente le microasperità superficiali mediante mezzi elettrochimici. Consente di rimuovere uniformemente uno strato di metallo dalla superficie, eliminando il livello di tensione residua generato dalla lavorazione meccanica e le impurità intrappolate (ad esempio particelle di ferro), rendendo così il contenuto superficiale di cromo relativamente più elevato e il film passivante più spesso, uniforme e resistente. La sua resistenza alla corrosione è tra le migliori di tutti i metodi di trattamento meccanico.
Riduzione della resistenza al movimento relativo (attrito): la superficie estremamente liscia contribuisce a ridurre l'adsorbimento di polvere e particolato negli ambienti controllati.
3. Limitazioni:
Costo elevato: in particolare per le scatole del cambio con forme complesse, ottenere una finitura speculare uniforme richiede tempi estremamente lunghi, aumentando drasticamente i costi di manodopera e di materiale. L'elettrolucidatura richiede attrezzature specializzate e bagni chimici.
Tolleranza zero per i graffi: La superficie speculare ad alto lucido funziona come un vero e proprio "amplificatore di graffi". Anche il più piccolo graffio o rigonfiamento risulterà estremamente visibile, il che implica che l’attrezzatura deve essere maneggiata con particolare cura durante il trasporto, l’installazione e l’utilizzo; inoltre, la successiva manutenzione e riparazione risultano complesse e costose.
Impronte digitali facilmente visibili: Le superfici lucide tendono a trattenere impronte digitali e macchie oleose, compromettendone l’aspetto estetico e richiedendo frequenti interventi di pulizia.
III. Sintesi comparativa e guida alla selezione dell’applicazione
|
Dimensione della Caratteristica |
processo di tratteggiatura |
Processo di rettifica (lucidatura) |
|
Aspetto |
Finitura opaca/morbida con texture setosa direzionale, stile sobrio e industriale. |
Rilievi, finiture a specchio o illuminazione soffusa creano un’atmosfera pulita e high-tech. |
|
Resistenza alla corrosione |
Buona (a seconda del substrato e del trattamento di passivazione), ma la texture potrebbe nascondere fenomeni corrosivi. |
Eccellente (soprattutto con elettrolucidatura), con film di passivazione superficiale di massima qualità e forte resistenza alla corrosione da pitting. |
|
Resistenza agli graffi |
Eccellente; graffi minimi si integrano facilmente nella texture originale. |
Qualità scadente; qualsiasi graffio è molto evidente. |
|
Igiene e pulizia |
Buona qualità, facile da pulire e resistente alle impronte digitali. |
Eccellente (specchio/elettrolucidato), senza residui sulla superficie, conforme ai più elevati standard igienici. |
|
Costo del processo |
Ha costi relativamente bassi, è facile da automatizzare ed è altamente efficiente. |
Il costo è elevato, in particolare per la lucidatura a specchio di pezzi complessi, operazione che richiede molto tempo e manodopera. |
|
Manutenzione |
Facile da mantenere e riparare localmente. |
La manutenzione è difficile e le riparazioni professionali sono costose. |
|
Scenari di applicazione tipici |
Ambienti industriali generali, attrezzature esterne, accessori per macchine utensili e linee di produzione automatizzate che richiedono un aspetto estetico ma non un’igiene estrema. |
Attrezzature per la lavorazione di alimenti e bevande, macchinari farmaceutici, attrezzature per sale operatorie, strumenti per laboratori biologici e attrezzature per visualizzazione di fascia alta. |
Conclusioni e raccomandazioni:
La scelta tra finiture spazzolate o lucide non è una semplice decisione estetica, ma una decisione tecnica complessiva basata sull'ambiente finale di utilizzo del prodotto, sui requisiti funzionali e sul costo totale del ciclo di vita.
La scelta della finitura spazzolata è ideale quando si ricerca un buon rapporto costo-efficacia, durata nel tempo ed estetica industriale classica. Adatta alla maggior parte degli ambienti industriali, offre il miglior equilibrio tra resistenza all'usura, facilità di manutenzione e controllo dei costi, rendendola la scelta preferita per i riduttori in acciaio inossidabile ad uso generale.
La scelta della lucidatura (in particolare lucidatura a specchio o elettrolucidatura) è appropriata quando ci si trova di fronte: ai più elevati standard igienici (ad esempio certificazioni FDA, GMP), ambienti altamente corrosivi (ad esempio contesti chimici o marini) o requisiti estremamente elevati per la presentazione delle proprie attrezzature. In questi casi, le prestazioni hanno la precedenza sul costo, garantendo al prodotto una barriera anticorrosiva di prim’ordine e un’elevata garanzia di pulizia.
Nella produzione reale esistono anche applicazioni combinate. Ad esempio, le principali superfici esposte del riduttore vengono satinato per ottenere una texture durevole, mentre le flange di interfaccia o le cavità interne a contatto con i materiali vengono lucidate ad alta brillantezza per garantire l’igiene. Un produttore accorto deve comprendere appieno il linguaggio di questi due processi, “vestendo” il riduttore con il “capo d’abbigliamento” più adatto alle diverse esigenze funzionali, conquistando così sia il riconoscimento funzionale che quello estetico nella feroce competizione di mercato.
 Ultime notizie
Ultime notizie2026-06-29
2026-06-24
2026-06-24
2026-06-23
2026-06-18
2026-05-22

Benvenuti in Wuma, un produttore impegnato nello sviluppo e nella produzione di vari tipi di riduttori e motoriduttori per il settore della trasmissione meccanica.
N. 10, Zona industriale Xiangcun, Dongyuan Town, Qingtian County, Lishui City, Zhejiang, Cina
Diritti d'autore © Zhejiang Wuma Drive Co., Ltd Tutti i diritti riservati Informativa sulla privacy BLOG