Домашняя страница > Новости и Блог > Популярная наука отрасли
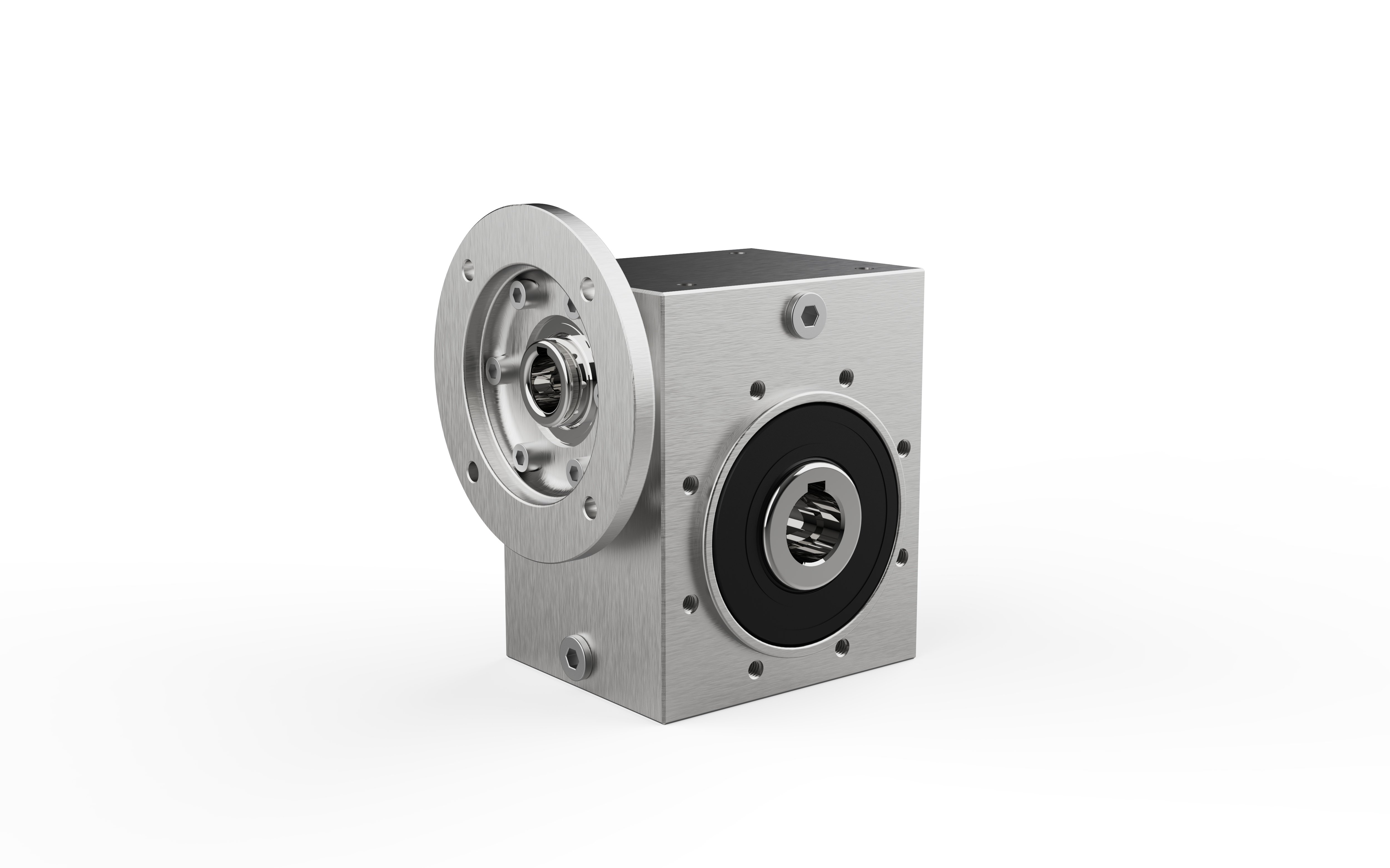
Обработка поверхности понижающие редукторы из нержавеющей стали : матовая vs. отполированный
В промышленном производстве редукторы не только являются ключевыми компонентами для передачи мощности, но и их внешний вид, а также качество поверхности всё чаще становятся важными критериями оценки класса продукции, стойкости к коррозии и ценности бренда. Для редукторов из нержавеющей стали, широко применяемых в пищевом оборудовании, медицинской технике, чистых помещениях, наружном оборудовании и высокотехнологичных автоматизированных производственных линиях, выбор технологии обработки поверхности имеет особое значение. Среди них наиболее распространёнными техническими методами являются шлифование с образованием матовой текстуры («wire drawing») и полировка (шлифование), которые придают изделиям принципиально различную текстуру поверхности, эксплуатационные характеристики и экономическую эффективность. В данной статье подробно рассматриваются особенности, преимущества, недостатки и области применения этих двух технологий.
I. Матовая текстура («brushed finish»): сочетание художественной выразительности и функциональности
Щеткование — это обработка, создающая линейную текстуру на металлической поверхности за счёт механического трения. Основной принцип этого метода заключается не в удалении значительного объёма материала, а в формировании равномерных нитевидных узоров посредством направленного и регулярного царапания.
1. Технологический процесс:
Обычно для создания линейного или вихревого трения в заданном направлении на поверхности изделия применяются абразивные губки, нейлоновые круги или специализированные шлифовальные ленты/круги. В зависимости от степени тонкости текстуры различают прямые линии («волосковая» отделка), хаотичные линии (узор «снежинка»), вихревые линии и спиральные линии. Для корпусов коробок передач чаще всего используются прямые или вихревые линии, чтобы подчеркнуть аккуратность и упорядоченность.
2. Основные особенности и преимущества:
Уникальная текстура, подчёркивающая промышленный эстетический стиль: матовая поверхность, полученная методом шлифовки щётками, обладает тонким металлическим блеском и создаёт ощущение премиальности. Она эффективно маскирует мелкие царапины или вмятины на металлических заготовках, обеспечивая визуально целостный и мягкий внешний вид.
Отличная стойкость к царапинам: уже существующая равномерная текстура поверхности способна скрывать мелкие царапины, которые могут появиться в процессе дальнейшей эксплуатации, позволяя оборудованию сохранять привлекательный внешний вид даже при частой работе или техническом обслуживании, что повышает его ремонтопригодность.
Хорошая стойкость к отпечаткам пальцев и пятнам: по сравнению с глянцевыми поверхностями матовые шлифованные поверхности менее склонны к образованию заметных отпечатков пальцев, водяных разводов и загрязнений, что упрощает их ежедневную очистку и обслуживание.
Сравнительно контролируемая стоимость: автоматизация процесса получения стандартизированной шлифованной текстуры высока, а при массовом производстве её общая себестоимость, как правило, ниже, чем у высокоточной полировки до зеркального блеска.
3. Ограничения:
Стойкость к коррозии является относительно базовой: процесс волочения проволоки сам по себе не изменяет физическое и химическое состояние поверхности материала. Хотя нержавеющая сталь изначально устойчива к ржавчине, при глубоком рисунке волочения в условиях чрезвычайно агрессивной коррозионной среды коррозионные агенты могут задерживаться в углублениях текстуры. Как правило, после волочения требуется пассивация для формирования на поверхности упрочнённой защитной плёнки оксида хрома.
Ограниченный блеск: достигается матовый или мягкий глянец, однако невозможно получить зеркальное сверкание и высокий глянец.
II. Шлифовка (полировка): стремление к предельной гладкости и функциональности
Шлифовка — это более широкое понятие, обычно обозначающее процесс постепенного удаления мелких неровностей с поверхности материала физическими или химическими методами для достижения гладкости и блеска. Шлифовка подразделяется на механическую полировку (шлифовку), химическую полировку и электролитическую полировку и т. д. Для редукторов из нержавеющей стали наиболее распространённым является метод механической полировки.
1. Технологический процесс:
Это многоступенчатый процесс финишной обработки. Он начинается с использования грубых шлифовальных кругов или лент для удаления следов механической обработки, сварочных швов и других дефектов. Затем применяются абразивные материалы с последовательно уменьшающимся размером зерна — наждачная бумага, бруски-точила или полировальная паста — на нескольких этапах тонкой шлифовки. В заключение для получения зеркального блеска могут использоваться тканевые или шерстяные круги, а также полировочный воск. Данный процесс сложен и требует высокой квалификации операторов.
2. Основные особенности и преимущества:
Чрезвычайно высокая гладкость и чистота поверхности: зеркальная полировка обеспечивает зеркальный блеск, значительно повышая визуальную привлекательность изделия и ощущение технологичности. Чрезвычайно гладкая поверхность затрудняет прилипание грязи, бактерий и остатков, что имеет решающее значение для отраслей с исключительно строгими требованиями к гигиене, таких как пищевая промышленность, фармацевтика и биоинженерия. При очистке вода или моющие средства быстро стекают, не оставляя труднодоступных мест.
Повышение коррозионной стойкости: Электрополировка — это процесс, при котором с помощью электрохимических методов избирательно растворяются микроскопические выступы на поверхности. Он позволяет равномерно удалить тонкий слой металла с поверхности, устранить поверхностный слой остаточных напряжений, возникающий при механической обработке, а также включённые загрязнения (например, частицы железа), вследствие чего содержание хрома на поверхности повышается, а пассивирующая плёнка становится более толстой, однородной и прочной. По коррозионной стойкости электрополировка занимает одно из первых мест среди всех методов механической обработки.
Снижение силы трения: Ультра-гладкая поверхность способствует уменьшению адсорбции пыли и твёрдых частиц в чистых средах.
3. Ограничения:
Высокая стоимость: Особенно для картеров коробок передач сложной формы достижение равномерной зеркальной отделки требует чрезвычайно много времени, что резко увеличивает трудозатраты и расходы на материалы. Для электрополировки требуются специализированное оборудование и химические ванны.
Нулевая терпимость к царапинам: высокоглянцевая зеркальная поверхность действует как яркий «усилитель царапин». Любые мельчайшие царапины или неровности будут чрезвычайно заметны, что означает необходимость особой осторожности при транспортировке, монтаже и эксплуатации оборудования, а последующее техническое обслуживание и ремонт затруднены и дорогостоящи.
Следы от пальцев остаются легко: глянцевые поверхности склонны к образованию отпечатков пальцев и жирных пятен, что ухудшает их внешний вид и требует частой очистки.
III. Сравнительное резюме и руководство по выбору области применения
|
Аспект характеристики |
процесс шлифовки |
Процесс шлифования (полировки) |
|
Внешний вид |
Матовая/мягкая отделка с направленной шелковистой текстурой, сдержанный и промышленный стиль. |
Акценты, зеркальные покрытия или мягкое освещение создают чистый, высокотехнологичный образ. |
|
Стойкость к коррозии |
Хорошая (в зависимости от основы и пассивационной обработки), однако текстура может маскировать коррозию. |
Отличная (особенно при электрополировке), с наиболее качествённой пассивационной плёнкой на поверхности и высокой стойкостью к питтинговой коррозии. |
|
Сопротивление царапинам |
Отличное качество; незначительные царапины легко сливаются с оригинальной текстурой. |
Плохое качество; любые царапины очень заметны. |
|
Гигиена и чистота |
Хорошее качество, легко очищается и устойчиво к отпечаткам пальцев. |
Отличное (зеркальная/электрополированная) отделка, без остатков на поверхности, соответствует самым высоким гигиеническим стандартам. |
|
Стоимость обработки |
Относительно низкая стоимость, простота автоматизации и высокая эффективность. |
Высокая стоимость, особенно при зеркальной полировке сложных деталей, которая требует много времени и трудозатрат. |
|
Обслуживание |
Простота технического обслуживания и ремонта на месте. |
Техническое обслуживание затруднено, а профессиональный ремонт дорогостоящий. |
|
Типичные сценарии применения |
Общепромышленные условия эксплуатации, наружное оборудование, комплектующие для станков и автоматизированные производственные линии, где важен эстетический вид, но не предъявляются экстремальные требования к гигиене. |
Оборудование для переработки пищевых продуктов и напитков, фармацевтическое оборудование, оборудование для операционных, приборы для биологических лабораторий и высокотехнологичное дисплейное оборудование. |
Выводы и рекомендации:
Выбор между матовой и полированной отделкой — это не просто эстетическое решение, а комплексное техническое решение, основанное на условиях эксплуатации изделия, его функциональных требованиях и общей стоимости жизненного цикла.
Матовая отделка является оптимальным выбором, если требуется экономичность, долговечность и классическая промышленная эстетика. Она подходит для большинства промышленных сред и обеспечивает наилучший баланс между износостойкостью, простотой обслуживания и контролем затрат, что делает её предпочтительным вариантом для универсальных редукторов из нержавеющей стали.
Выбор полировки (особенно зеркальной или электрохимической) целесообразен в случаях, когда предъявляются: самые высокие требования к гигиене (например, сертификация FDA, GMP), высокая коррозионная агрессивность окружающей среды (например, химические или морские условия эксплуатации) или чрезвычайно высокие требования к внешнему виду оборудования. В этих ситуациях приоритет отдаётся функциональным характеристикам, а не стоимости, что обеспечивает изделию превосходную защиту от коррозии и гарантирует его безупречную чистоту.
На практике также применяются комбинированные решения. Например, основные наружные поверхности редуктора подвергаются шлифовке для получения долговечной текстуры, тогда как фланцы соединений или внутренние полости, контактирующие с материалами, подвергаются полировке до высокого блеска для обеспечения гигиеничности. Грамотный производитель должен полностью понимать «язык» этих двух процессов и «одевать» редуктор в наиболее подходящий «внешний наряд» в зависимости от поставленной задачи, тем самым добиваясь как функционального, так и эстетического признания в жёсткой рыночной конкуренции.
 Горячие новости
Горячие новости2026-06-29
2026-06-24
2026-06-24
2026-06-23
2026-06-18
2026-05-22

Добро пожаловать в Wuma — производителя, специализирующегося на разработке и изготовлении различных типов редукторов и мотор-редукторов для области передачи крутящего момента.
Номер 10, промышленная зона Сянцунь, город Донъюань, уезд Цинтянь, город Лисуй, провинция Чжэцзян, Китай
Copyright © Zhejiang Wuma Drive Co., Ltd Все права защищены Политика конфиденциальности БЛОГ