Página Inicial > Notícias&Blogs > Ciência Popular da Indústria
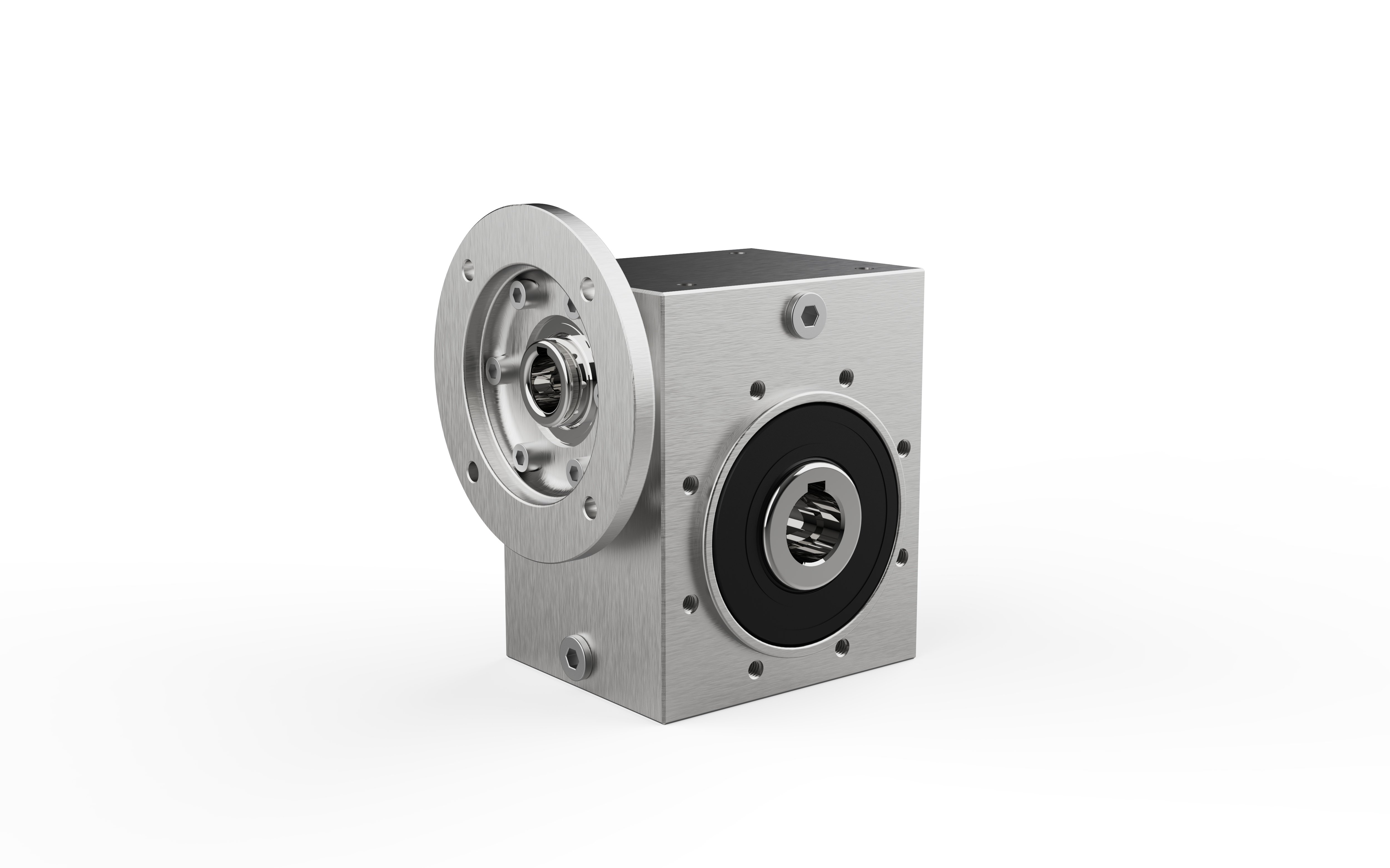
Tratamento de Superfície de redutores de velocidade em aço inoxidável : escovado vs. polido
No setor de manufatura industrial, redutores de velocidade não são apenas componentes essenciais para a transmissão de potência, mas também sua aparência e qualidade superficial estão se tornando cada vez mais parâmetros importantes para avaliar o grau do produto, a resistência à corrosão e o valor da marca. Para redutores de velocidade em aço inoxidável, amplamente utilizados em máquinas para processamento de alimentos, equipamentos médicos, salas limpas, equipamentos externos e linhas de produção automatizadas de alto desempenho, a escolha do processo de tratamento superficial é particularmente crucial. Entre esses processos, o acabamento escovado (brushed) e a retificação (polimento) são as duas rotas técnicas mais comuns, conferindo aos produtos texturas, desempenhos e benefícios econômicos drasticamente distintos. Este artigo analisará em profundidade as características, vantagens, desvantagens e cenários de aplicação desses dois processos.
I. Acabamento escovado: uma combinação entre arte texturizada e funcionalidade
A escovagem é uma técnica de processamento que cria texturas lineares em uma superfície metálica por meio de fricção mecânica. Seu princípio fundamental não é remover grandes quantidades de material, mas sim criar padrões uniformes, semelhantes a fios, por meio de arranhões direcionais e regulares.
1. Processo Tecnológico:
Normalmente, são utilizados esponjas abrasivas, rodas de nylon ou fitas/rodas especiais de atrito para aplicar fricção linear ou em espiral numa direção fixa sobre a superfície do equipamento. Consoante a finura da textura, pode ser classificada como fios retos (efeito 'hairline'), fios aleatórios (padrão 'neve'), fios em espiral e fios helicoidais. Para carcaças de caixas de velocidades, costumam-se empregar fios retos ou fios em espiral, transmitindo uma sensação de limpeza e ordem.
2. Características Principais e Vantagens:
Textura exclusiva, evidenciando estética industrial: O acabamento fosco obtido por escovamento apresenta um brilho metálico sutil, conferindo sensação de alta qualidade. Ele pode ocultar eficazmente pequenos arranhões ou amassados nos materiais metálicos brutos, criando uma aparência visualmente uniforme e suave.
Excelente resistência a arranhões: A textura uniforme já presente na superfície é capaz de disfarçar pequenos arranhões que possam ocorrer durante o uso futuro, permitindo que o equipamento mantenha boa aparência mesmo após operações ou manutenções frequentes, tornando-o mais fácil de manter.
Boa resistência a impressões digitais e manchas: Em comparação com superfícies de alto brilho, as superfícies escovadas foscas são menos propensas a exibir impressões digitais, manchas de água e sujeira visíveis, facilitando a limpeza e a manutenção diárias.
Custo relativamente controlável: A automação para obtenção de uma textura escovada padronizada é elevada, e, na produção em massa, seu custo total costuma ser inferior ao de polimentos de alto padrão que exigem acabamento espelhado.
3. Limitações:
A resistência à corrosão é relativamente básica: o processo de estiramento de fio em si não altera o estado físico e químico da superfície do material. Embora o aço inoxidável seja naturalmente resistente à ferrugem, se a textura resultante do estiramento for profunda, meios corrosivos podem ficar retidos em ambientes extremamente agressivos. Normalmente, é necessário realizar um tratamento de passivação após o estiramento para formar na superfície uma película protetora reforçada de óxido de cromo.
Brilho limitado: visa um efeito fosco ou de brilho suave, mas não consegue atingir o brilho cintilante e elevado de um espelho.
II. Processo de Esmerilhamento (Polimento): A Busca pela Máxima Suavidade e Funcionalidade
A retificação é um conceito mais amplo, referindo-se, em geral, ao processo de remoção gradual de pequenas irregularidades da superfície de um material por meios físicos ou químicos, tornando-a lisa e brilhante. Pode ser dividida em polimento mecânico (retificação), polimento químico e polimento eletrolítico, entre outros. Para redutores de velocidade em aço inoxidável, o polimento mecânico é o mais comum.
1. Processo Tecnológico:
Trata-se de um processo de refinamento progressivo. Inicia-se com discos ou correias abrasivas grossas para remover marcas de usinagem, pontos de solda e outras imperfeições. Em seguida, utilizam-se sucessivamente grãos cada vez mais finos de papel abrasivo, pedras de afiar ou pastas de polimento, em várias etapas de retificação fina. Por fim, rodas de tecido, rodas de lã ou cera de polimento podem ser empregadas para obter um acabamento espelhado. O processo é complexo e exige operadores altamente qualificados.
2. Características Principais e Vantagens:
Extremamente alta lisura e limpeza da superfície: O polimento espelhado produz um brilho semelhante ao de um espelho, melhorando significativamente o apelo visual e a sensação tecnológica do produto. A superfície extremamente lisa dificulta a aderência de sujeira, bactérias e resíduos, o que é crucial em setores com requisitos de higiene extremamente rigorosos, como os setores alimentar, farmacêutico e de bioengenharia. Durante a limpeza, a água ou os agentes de limpeza escoam rapidamente, sem deixar cantos mortos.
Essencialmente melhorando a resistência à corrosão: Em particular, a eletropolimento é um processo que dissolve seletivamente as microprotrusões na superfície por meios eletroquímicos. Ele pode remover uniformemente uma camada de metal da superfície, eliminar a camada de tensão gerada pela usinagem e as impurezas incorporadas (como partículas de ferro), tornando o teor de cromo na superfície relativamente mais elevado e a película de passivação mais espessa, mais uniforme e mais resistente. Sua resistência à corrosão está entre as melhores de todos os métodos de tratamento mecânico.
Redução da resistência ao atrito: A superfície ultra-lisa ajuda a reduzir a adsorção de poeira e partículas em ambientes limpos.
3. Limitações:
Alto custo: Especialmente para carcaças de caixas de marchas com formas complexas, obter um acabamento espelhado uniforme é extremamente demorado, aumentando drasticamente os custos de mão de obra e materiais. O eletropolimento exige equipamentos especializados e banhos químicos.
Tolerância zero para arranhões: A superfície espelhada de alto brilho funciona como um verdadeiro "amplificador de arranhões". Qualquer pequeno arranhão ou saliência será extremamente visível, o que significa que o equipamento deve ser manuseado com cuidado redobrado durante o transporte, a instalação e o uso, além de exigir manutenção e reparos posteriores difíceis e onerosos.
Impressões digitais ficam facilmente visíveis: Superfícies brilhantes são propensas a acumular impressões digitais e manchas oleosas, prejudicando sua aparência e exigindo limpeza frequente.
III. Resumo comparativo e guia de seleção de aplicações
|
Dimensão do Recurso |
processo de traçado a fio |
Processo de esmerilhamento (polimento) |
|
Aparência |
Acabamento fosco/suave com textura sedosa direcional, estilo discreto e industrial. |
Destaque, acabamentos espelhados ou iluminação suave criam uma sensação limpa e de alta tecnologia. |
|
Resistência à Corrosão |
Bom (dependendo do substrato + tratamento de passivação), embora a textura possa ocultar corrosão. |
Excelente (especialmente com eletropolimento), com película de passivação superficial da mais alta qualidade e forte resistência à corrosão por pites. |
|
Resistência aos arranhões |
Excelente; arranhões leves misturam-se facilmente com a textura original. |
Baixa qualidade; quaisquer arranhões são muito visíveis. |
|
Higiene e limpeza |
Boa qualidade, fácil de limpar e resistente a impressões digitais. |
Excelente (espelhado/eletropolido), sem resíduos na superfície, atendendo aos mais altos padrões de higiene. |
|
Custo do processo |
Apresenta custos relativamente baixos, é fácil de automatizar e altamente eficiente. |
O custo é elevado, especialmente para o polimento espelhado de peças complexas, que é demorado e intensivo em mão de obra. |
|
Manutenção |
Fácil de manter e reparar localmente. |
A manutenção é difícil e os reparos profissionais são onerosos. |
|
Cenários de aplicação típicos |
Ambientes industriais gerais, equipamentos externos, acessórios para máquinas-ferramenta e linhas de produção automatizadas que exigem estética, mas não exigem higiene extremamente rigorosa. |
Equipamentos para processamento de alimentos e bebidas, maquinário farmacêutico, equipamentos para salas cirúrgicas, instrumentos para laboratórios biológicos e equipamentos de exibição de alta gama. |
Conclusões e Recomendações:
Escolher entre acabamentos escovados ou polidos não é meramente uma decisão estética, mas sim uma decisão técnica abrangente baseada no ambiente final de utilização do produto, nos requisitos funcionais e no custo total ao longo do ciclo de vida.
A escolha do acabamento escovado é ideal quando se busca eficiência de custos, durabilidade e estética industrial clássica. Adequado à maioria dos ambientes industriais, ele oferece o melhor equilíbrio entre resistência ao desgaste, facilidade de manutenção e controle de custos, tornando-se a opção preferida para caixas de engrenagens em aço inoxidável de uso geral.
Escolher o polimento (especialmente polimento espelhado ou eletropolimento) é apropriado quando você enfrenta: os mais altos níveis de padrões de higiene (como certificações FDA e GMP), ambientes altamente corrosivos (como ambientes químicos ou marinhos) ou requisitos extremamente rigorosos quanto à apresentação de seus equipamentos. Nessas situações, o desempenho tem prioridade sobre o custo, garantindo ao produto uma barreira anticorrosiva de primeira linha e uma garantia máxima de limpeza.
Na produção real, também existem aplicações combinadas. Por exemplo, as principais superfícies expostas do redutor recebem um acabamento escovado para obter uma textura durável, enquanto as flanges de interface ou cavidades internas que entram em contato com os materiais são polidas com alto brilho para garantir a higiene. Um fabricante inteligente deve compreender plenamente a linguagem desses dois processos, 'vestindo' o redutor com a 'roupa externa' mais adequada para cada finalidade, conquistando assim reconhecimento tanto funcional quanto estético na acirrada concorrência de mercado.
 Notícias Quentes
Notícias Quentes2026-06-29
2026-06-24
2026-06-24
2026-06-23
2026-06-18
2026-05-22

Bem-vindo à Wuma, um fabricante comprometido em desenvolver e produzir diversos tipos de redutores e motoredutores para o campo de transmissão por engrenagens.
N.º 10, Zona Industrial Xiangcun, Vila Dongyuan, Condado de Qingtian, Cidade de Lishui, Zhejiang, China
Direitos autorais © Zhejiang Wuma Drive Co., Ltd Todos os direitos reservados Política de Privacidade Blog