Standart boşluk, normal tasarım ve üretim toleransları dahilinde bir dişli redüktörün giriş ve çıkış milleri arasındaki izin verilen boşluğu ifade eder ve dişli redüktörün performansının önemli bir göstergesidir. Farklı tür ve özellikteki dişli redüktörlerin farklı standart boşluk değerleri vardır.
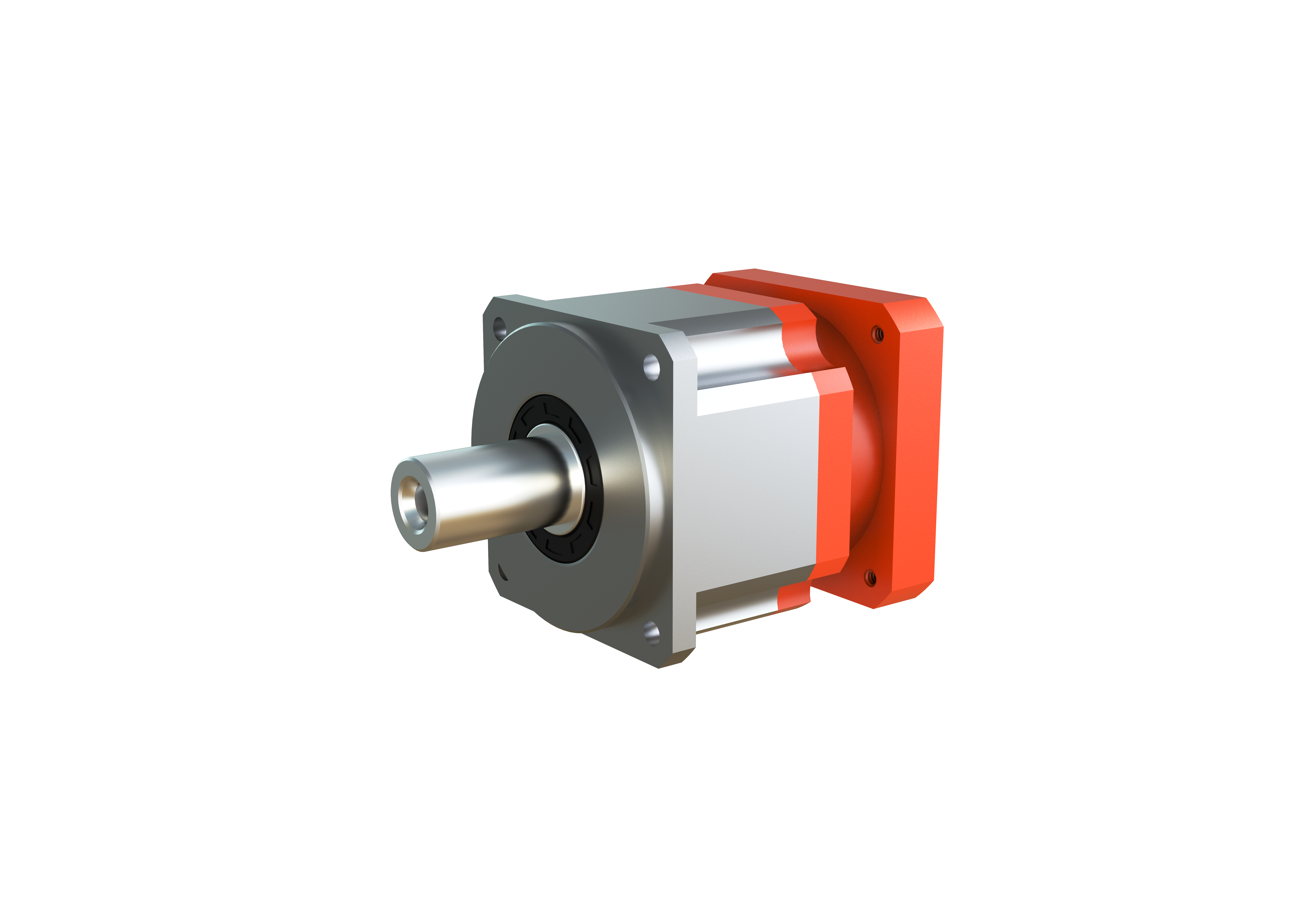
Ortak hassasiyetli planet redüktörleri örnek alacak olursak, bazı endüstri standartlarında küçük boyutlu planet dişli redüktörler için (örneğin, 3-10 arasında indirme oranları), standart boşluk genellikle 30-60 yay dakikası aralığında tutulur. İndirme oranı 10-50'ye çıktığında, standart boşluk aralığı 60-120 yay dakikasına kadar çıkabilir.
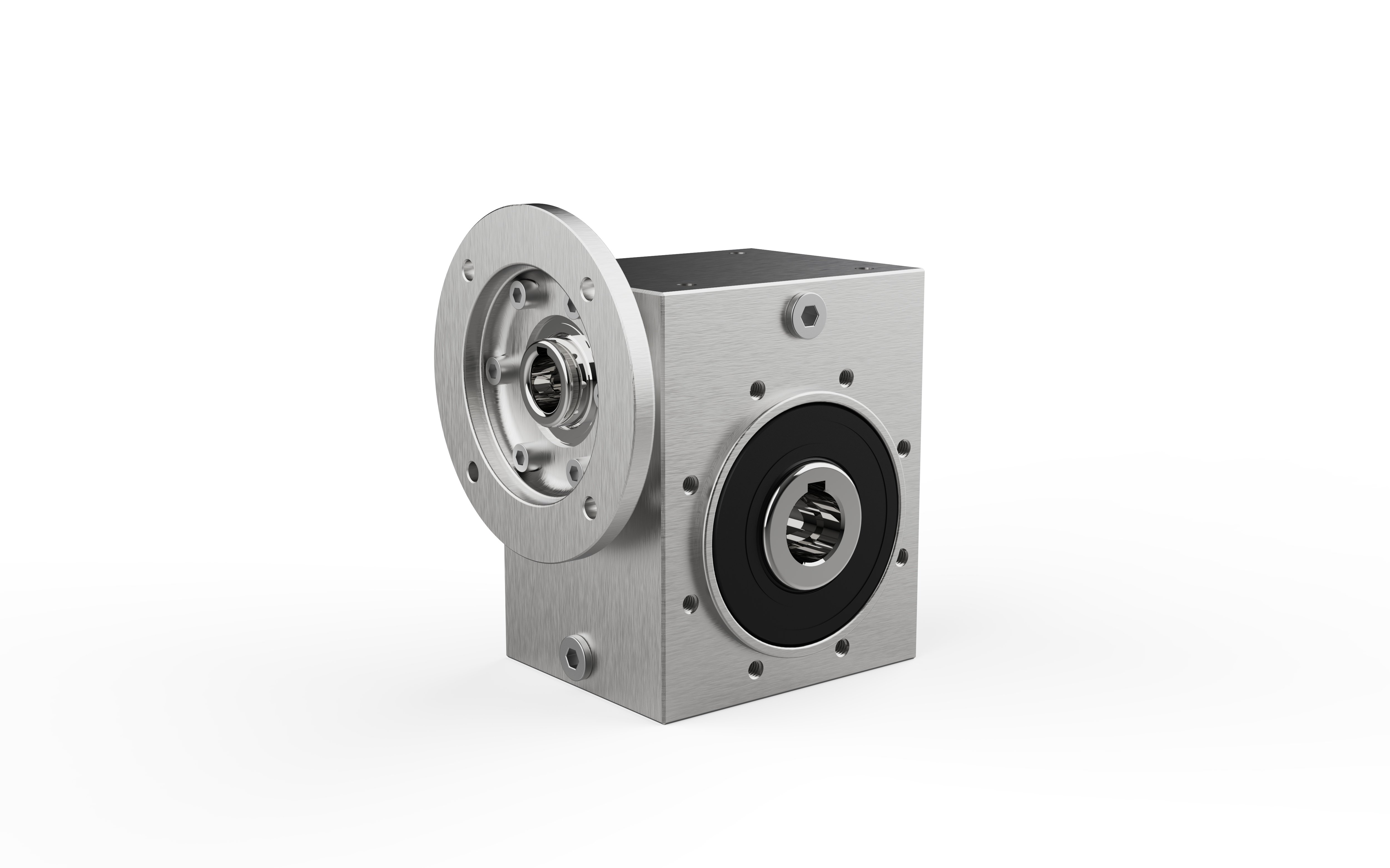
Silindirik dişli redüktörlerinin standart boşluğu için de ilgili düzenlemeler mevcuttur. Genel olarak küçük modüllü silindirik dişli redüktörlerinde (örneğin, modülü 1 ile 3 arasında olanlar), standart boşluk yaklaşık 0,1-0,3 mm civarındadır; modül 36'ya çıktığında standart boşluk değeri 0,3-0,6 mm'ye çıkar.
Standart diş boşluğu, özellikle üretim ve montaj hatalarını telafi etmek ve dişli kutusu çalışması sırasında termal genleşmeler gibi faktörleri dikkate almak amacıyla kullanılır. Bu şekilde, şanzımanın normal çalışmasını sağlar ve yetersiz boşluktan kaynaklanan sıkışma veya aşırı aşınma gibi sorunları önler. Buna karşılık, hassas diş boşluğu, özellikle çok yüksek hassasiyet gerektiren uygulamalar için belirlenmiş daha katı bir diş boşluğu değeridir. Hassas diş boşluğunun değeri genellikle standart diş boşluğundan çok daha küçüktür.
Planet dişli kutularını bir örnek olarak alırsak, hassas uygulamalarda, 3 ile 10 arasında dişli oranına sahip küçük boyutlu planet dişli kutularında, hassas boşluk değeri 5-15 yay dakikası aralığında kontrol edilebilir; 10 ile 50 arasındaki dişli oranları için bu değer 15-30 yay dakikasına ulaşabilir. Hassas sınıf silindirik dişli kutularında, modül 13 için hassas boşluk 0,02-0,05 mm aralığında tutulabilir; modül 36 için ise hassas boşluk yalnızca 0,05-0,1 mm'dir. Hassas boşluk kontrolüne ulaşmak için dişli kutularının tasarım, üretim ve montaj süreçlerinde daha gelişmiş yöntemler ve daha yüksek hassasiyetli bileşenler gereklidir. Örneğin, diş profili ve helis açısı doğruluğunu sağlamak için yüksek hassasiyetli dişli işleme ekipmanları kullanılır; montaj sırasında bileşenler arasındaki boşluğun sıkı bir şekilde kontrol edilmesi için daha hassas ayarlama yöntemleri uygulanır. Hassas boşluklu redüktörler genellikle yarı iletken üretim ekipmanları, optik ölçüm cihazları ve havacılık alanında bazı hassas iletim mekanizmleri gibi çok yüksek hareket doğruluğu gerektiren ekipmanlarda kullanılır ve böylece ekipmanın hassas hareket kontrolü ve pozisyonlama sağlayabilmesi temin edilir. oning.
 Son Haberler
Son Haberler2026-06-29
2026-06-24
2026-06-24
2026-06-23
2026-06-18
2026-05-22

Dişli iletim alanı için çeşitli tipte dişli redüktörleri ve dişli motorlar geliştirme ve üretme konusunda kararlı olan Wuma'ya hoş geldiniz.
No. 10, Xiangcun Sanayi Bölgesi, Dongyuan Kasabası, Qingtian İlçesi, Lishui Şehri, Zhejiang, Çin
Telif Hakkı © Zhejiang Wuma Drive Co., Ltd Tüm Hakları Saklıdır Gizlilik Politikası Blog