พื้นผิวฟันเฟืองที่แข็งและแกนกลางที่เหนียว – นี่คือมาตรฐานของฟันเฟืองคุณภาพดี การรักษาความร้อนคือกุญแจสำคัญในการบรรลุคุณสมบัตินี้ การเลือกกระบวนการที่เหมาะสมมีผลอย่างมากต่อสมรรถนะและอายุการใช้งาน
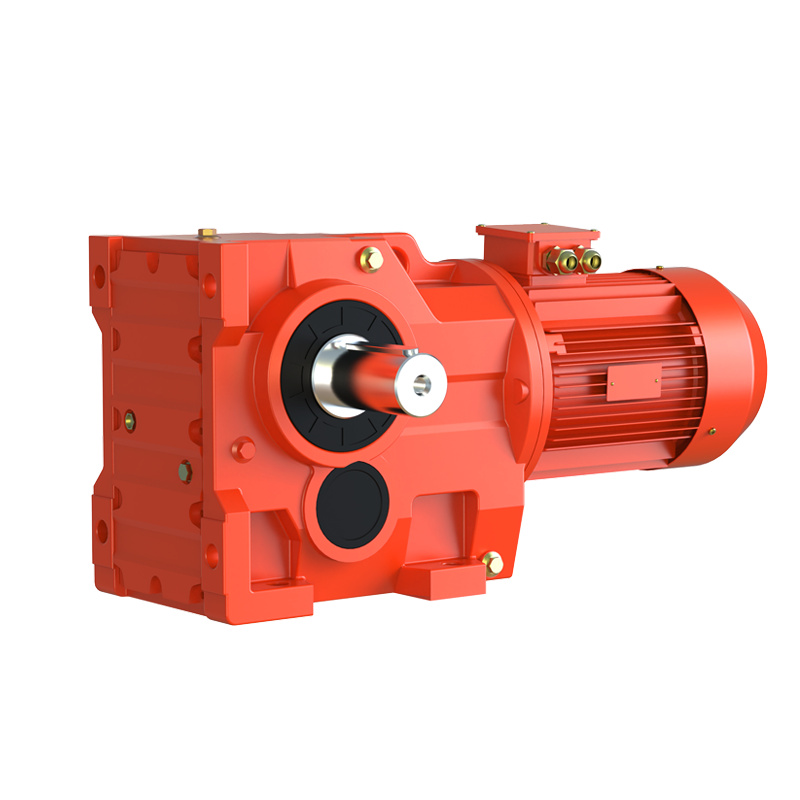
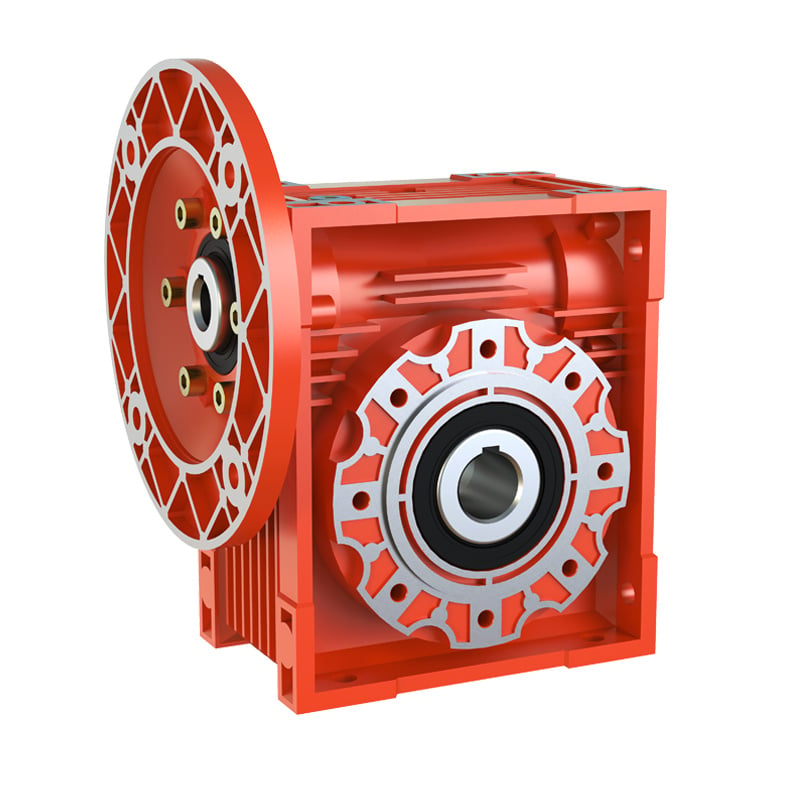
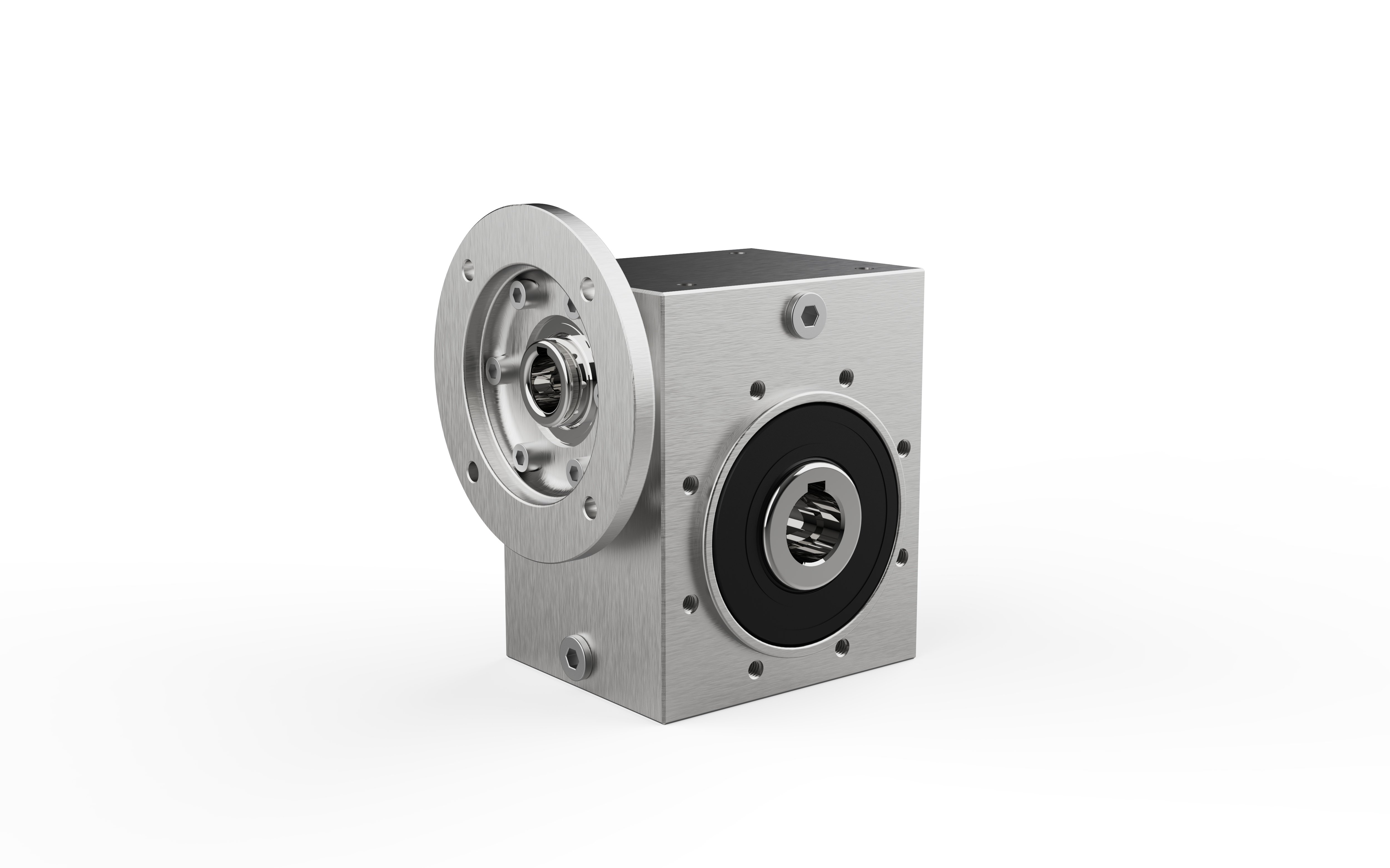
ในกระบวนการผลิต เกียร์หนอน (WMRV) และ helical กล่องเกียร์ (WR/WK/WF/WS) , การรักษาความร้อนของชิ้นส่วนเป็นสิ่งจำเป็น ต่อไปนี้คือวิธีการรักษาความร้อนที่นิยมใช้กัน
การอบปกติ
วัตถุประสงค์: "การเตรียมโครงสร้างจุลภาค" หลังขั้นตอนการหล่อหรือปั้น ช่วยปรับขนาดเกรนให้ละเอียดขึ้นและเพิ่มความสามารถในการตัดแต่ง
พูดง่ายๆ คือ: ช่วยเตรียมพื้นฐานสำหรับขั้นตอนการกลึงและการรักษาความร้อนในขั้นต่อไป หรือใช้กับฟันเฟืองที่มีข้อกำหนดไม่สูงนัก
การหล่อเย็นและอบอ่อน
วัตถุประสงค์: การชุบแข็งตามด้วยการอบคืนตัวที่อุณหภูมิสูง เพื่อให้ได้แกนกลางที่แข็งแรงและเหนียว
พูดง่ายๆ คือ: สร้าง "แกนกลางที่แข็งแรงและทนทาน" ของฟันเฟือง ซึ่งเป็นกระบวนการเตรียมการที่จำเป็นสำหรับฟันเฟืองที่ใช้งานหนัก
การชุบผิวให้แข็ง
วัตถุประสงค์: การให้ความร้อนเฉพาะบริเวณผิวของฟันเฟืองแล้วทำให้เย็นอย่างรวดเร็ว เพื่อให้ได้ผิวนอกที่แข็งและแกนในที่เหนียว
พูดง่ายๆ คือ: เป็นวิธีแก้ปัญหาที่พบบ่อยที่สุดสำหรับฟันเฟืองที่มีความแข็งปานกลาง มีประสิทธิภาพสูงและเกิดการเปลี่ยนรูปน้อยมาก
การคาร์บูไรซ์และคิวแทนชิง (Carburizing and Quenching)
วัตถุประสงค์: อนุญาตให้คาร์บอนแทรกซึมเข้าสู่ผิวเหล็กกล้าคาร์บอนต่ำก่อนการดับ ทำให้เกิดชั้นผิวที่แข็งมากและแกนกลางที่เหนียวมาก
พูดง่ายๆ คือ: มาตรฐานทองคำสำหรับฟันเฟืองที่ใช้งานหนัก ความเร็วสูง และเสี่ยงต่อแรงกระแทก (เช่น ฟันเฟืองเกียร์รถยนต์)
Nitriding
วัตถุประสงค์: ทำให้ไนโตรเจนแทรกซึมสู่ผิววัสดุที่อุณหภูมิต่ำ ทำให้ได้ความแข็งสูงพิเศษ ทนต่อการสึกหรอ และทนต่อการกัดกร่อน
พูดง่ายๆ คือ: เกิดการเปลี่ยนรูปน้อย เหมาะสำหรับฟันเฟืองความแม่นยำสูง ฟันเฟืองที่มีรูปร่างซับซ้อน และสภาพแวดล้อมที่กัดกร่อน
คุณต้องการทราบข้อมูลเพิ่มเติมเกี่ยวกับเครื่องลดความเร็วฟันเฟืองหรือไม่? กรุณาฝากข้อความไว้
 ข่าวเด่น
ข่าวเด่น2026-06-29
2026-06-24
2026-06-24
2026-06-23
2026-06-18
2026-05-22

ยินดีต้อนรับสู่ Wuma ผู้ผลิตที่มุ่งมั่นพัฒนาและผลิตเครื่องลดความเร็วชนิดต่างๆ และเกียร์มอเตอร์สำหรับงานส่งกำลังด้วยระบบเกียร์
เลขที่ 10 เขตอุตสาหกรรมเซียงชุน เมืองตงหยวน มณฑลชิงเถียน เขตหลีสุ่ย มณฑลเจ้อเจียง ประเทศจีน
ลิขสิทธิ์ © บริษัท เจ้อเจียงอู๋หม่าไดรฟ์ จำกัด สงวนลิขสิทธิ์ทุกประการ นโยบายความเป็นส่วนตัว บล็อก